Soldadura por puntos de resistencia
La soldadura por puntos de resistencia es un procedimiento que se considera una soldadura autógena sin material de aportación.
Esta soldadura se efectúa mediante presión en la que se aumenta la temperatura de las piezas que se van a unir hasta casi alcanzar la temperatura de fusión.
Esta temperatura tan alta se consigue haciendo pasar una corriente eléctrica con una elevada intensidad entre dos electrodos en un tiempo muy corto.
Este proceso tiene unas bases físicas que explicaremos , para que podáis entender un poco mejor.
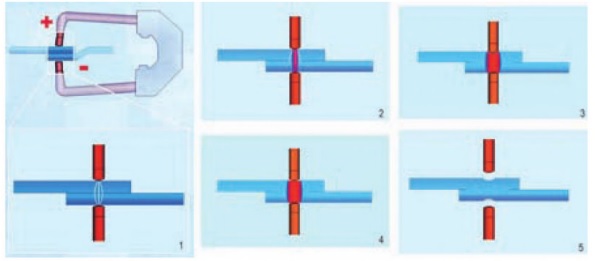
Este proceso se basa en que al poner un material conductor entre dos electrodos de diferente polaridad y se hace pasar una corriente se produce un movimiento de electrones que atraviesa el material. Cada electrón tiene una velocidad diferente , pero al chocar con el material a soldar hace que la energía cinética de los electrones , se convierta en energía calorífica que es la que permitirá el soldeo del material.

La energía necesaria para que se haga una soldadura bien depende de muchas cosas pero sobre todo de la resistencias eléctrica que impide el paso de los electrones por los materiales.
Hay sobre todo 5 resistencias eléctricas que son las que hacen que haya que usar una gran cantidad de energía eléctrica.
- La resistencia por contacto entre el electrodo superior y la superficie de la chapa.
- La resistencia que ejerce la chapa superior.
- La resistencia de contacto entre las dos chapas. Esta resistencia es la mayor y es por donde se produce la soldadura.
- La resistencia de la chapa inferior.
- La resistencia por contacto entre la chapa inferior y el electrodo inferior.
La presión que se ejerce sobre las piezas hace que los electrodos tengan un mayor contacto , que se reduzca la resistencia eléctrica del material entre las dos chapas.
Durante el proceso de la soldadura por puntos se pasa por diferentes periodos
para que la soldadura sea correcta.
El periodo de acercamiento, es el tiempo que pasa entre que se empiezan a cercar los electrodos y el paso de la corriente eléctrica. Durante este periodo la presión se eleva rápidamente.
El periodo de soldadura, que es momento en el que pasa la corriente por el material , en este periodo la presión es normal
El periodo de forjado, este periodo va desde que deja de pasar la corriente hasta que se quitan los electrodos, en este periodo la presión de los electrodos aumenta para que la forja salga bien.
El periodo de enfriamiento, es el momento en el que se separan los electrodos.

La ventajas que tiene este procedimiento sobre los demás es la rapidez con la que se realiza el proceso, no se realizan deformaciones por el calor que se aplica, es relativamente fácil de usar comparada con otros procedimientos, no se necesita repasar al acabar el proceso y es fácil desunir los puntos de soldadura.
Gracias a esta ventajas este procedimiento es el mas usado en la fabricacion de carrocerías y que cada vez se este usando mas para la reparación.
Equipo de soldadura por puntos de resistencia
Los elementos mas basicos que componen un equipo de soldadura por resistencia son:

La fuente de energía
Es un transformador de corriente alterna , en el cual van conectados los portaelectrodos mediante unos conductores de una considerable sección.
Este transformador convierte la corriente de 380/220 voltios que es la que circula por el taller en una corriente de bajo voltaje entre 2 a 5 voltios , pero con un amperaje muy elevado.
Panel de control
El panel de control esta compuesto por diferentes selectores, digitales o analógicos, con los que se regulan los diferentes paramentros de la soldadura.
Portaelectrodos
Son los encargados de sujetar los distintos modelos de electrodos pueden ser accionados de forma hidráulica neumática o manual realizando la presión suficiente para que se unan las piezas. La presión se regula de diferentes formas en función del equipo.
 Los electrodos
Los electrodos
Los electrodos
Los electrodos se fabrican de un material que sea buen conductor eléctrico y térmico de una alta resistencia mecánica para que no se deforme con la presión.
La forma de la punta de los electrodos puede ser troncocónica o con terminación esférica.
La forma troncocónica tiene la ventaja de que es mas fácil preparar la superficie y el diámetro de las puntas para distintos espesores de chapa incluso existen útiles para facilitar esta labor.
En cambio las puntas de forma esférica ventaja de que realiza en puntos de soldadura más sólidos.
Las dimensiones de la punta de los electrodos influyen en la cantidad de corriente eléctrica necesaria para realizar la soldadura de forma correcta.

Si se sueldan dos piezas de diferente espesor se producen una serie de problemas por calentamiento. Ya que al tener diferente espesor se calientan una más rápido que la otra. Estos problemas se pueden solucionar utilizando una punta de diámetro más pequeño en la chapa más gruesa para aumentar la densidad de la corriente asegurando una distribución más uniforme del calor.
También surgen este tipo de problemas cuándo se sueldan dos materiales de diferente conductividad eléctrica. En el material con mayor conductividad eléctrica se utizara un electrodo con mayor diámetro para lograr el equilibrio térmico.
Existen diferentes formas de electrodos y portaelectrodos dependiendo del trabajo a efectuar.
Los electrodos siempre deben estar bien alineados y paralelos uno entre el otro para que su sección este en contacto lo mayor posible. Eligiéndose los porta electrodos más cortos para evitar la disminución de la intensidad efectiva y la disminución de la presión.


Paramatros que intervienen en este tipo de maquinaria son principalmente:
- La intensidad
- El tiempo de soldadura
- La presión que ejercen los electrodos aunque también en ciertos máquinas hay parámetros que influyen en la calidad de la soldadura como por ejemplo el tiempo de rampa
- El tiempo de mantenimiento
- El tiempo de acercamiento
- los impulsos
Un acercamiento mal regulado podría Acer que en el momento de la soldadura se produzcan chispas y proyecciones entre los electrodos y la pieza, como ocurría en la demostración que nos hicieron en clase ya que las puntas no hacían buen contacto con la pieza y la presión no era la correcta.
Tiempo de soldadura
Este parámetro está muy relacionado con la intensidad establecida. Este parámetro se refiere al tiempo durante el cual circula la corriente eléctrica entre los electrodos y la pieza a unir.
Presión de la soldadura
La presión qué dében ejercer los electrodos está regulada en el equipo dependiendo del espesor de los materiales a soldar y del tipo de material que sean ellos Este parámetro tiene mucha importancia ya qué una mala presión puede provocar defectos en la soldadura.
Corriente de soldadura
La intensidad eléctrica necesario para unir las piezas debe ser lo suficientemente alta para calentar las piezas y unirlas, sin llegar a la fusión total.
La intensidad en este proceso llega a valores muy elevados que dependen de la resistencia eléctrica, pudiendo alcanzar los 9000 amperios.
Rampa
La corriente que se ha establecido no circula de forma instantánea sino qué va progresivamente. Por eso este periodo se denomina rampa ya que es el tiempo en el que se alcanza el valor programado para la soldadura.
Mantenimiento
Este parámetro es una función que tienen los equipos que son accionados mediante circuitos neumáticos o hidráulicos y representa el tiempo que hay entre el final de la soldadura y la apertura de los electrodos como ya os sonará se define como periodo de forjado
Impulsos
En determinados materiales para evitar que se calienten demasiado se puede soldar intervalos o impulsos.
Proceso para regular la soldadura
Este proceso consiste en realizar unos puntos de soldadura de prueba para ello se utilizan chapas del mismo material y del mismo grosor que las que se van a soldar en el vehículo, con el objetivo the regular la máquina adecuadamente para que la soldadura sea correcta.1. Como primer paso habrá que limpiar correctamente la superficie de las chapas para que no haya suciedad y No se eléctrica produzca una mayor resistencia. También habrá que limpiar las puntas con las que se va a soldar Comprobar que estén para que cuando se ejerza la presión de forma constante en toda la punta de la punta de soldar.
2.También hay que comprobar que no existen espacios entre las dos piezas a soldar. Cualquier espacio que pueda ver podría aumentar la resistencia eléctrica y la soldadura no sería correcto aparte si las superficies no están completamente planas el contacto será muy pequeño y el punto que se produce por la soldadura si es que se produce será de mala calidad.
3. Es mejor realizar varias soldaduras de prueba aumentando cada vez más la intensidad hasta obtener el punto como se desea.

Por ejemplo, en una soldadura de dos chapas de 0,7 milímetros los puntos han de tener un núcleo de aproximadamente 5 milímetros.
El color del núcleo debe ser blanco en el centro rodeado de un círculo azul a su vez rodeado de una aureola marrón.

Soldeo por puntos de resistencia a una cara.
En esta operación se utiliza un solo electrodo aplicado a una de las caras de las chapas a unir y en la otra chapa se coloca la masa.Para este tipo de soldadura es mejor que la chapa superior no sea mayor de 1,5 milímetros de espesor por el contrario la chapa inferior no debe ser superior 1,5 milímetros de espesor para que pueda soportar la presión ejercida por el trabajador sin que se separen las chapas debido a la presión.
Otro factor importante es que la masa debe estar lo más cerca posible de la zona donde se va a realizar la soldadura.
Soldadura multifunción
Los equipos de soldadura multifunción dan diferentes posibilidades entre otras las diferentes elementos de tracción clavos arandelas etcétera sobre la chapa donde se ha producido el abolladura. Para posteriormente volver a la forma normal la zona hundida.Se usa sobre todo cuando hay una gran resistencia en su forma normal y la pintura se ha deteriorado. Esta máquina está diseñada para realizar puntos en una sola cara y puede ser un equipo complementario al equipo de soldadura por puntos de resistencia esta máquina está provista de un eje sobre el que se desplaza un peso adquiriendo una inercia con la que se saca el golpe en uno de los extremos dónde se acoplan los adaptadores en los cuales se soldarán los clavos arandelas y remaches sobre los que si quieres ir a la fuerza para sacar el golpe.
El proceso para extraer una abolladura con una máquina multifunción es el siguiente:
Se debe analizar el daño producido para decidir tipo de reparación es más conveniente. Luego se debe preparar la superficie afectada lijando la hasta que conseguir que la superficie quedé en el metal desnudo sin pintura
Se ha de colocar la masa lo más cerca posible de la superficie a la que se va a soldar Oracle realizar la soldadura el paso de corriente tenga en la menor resistencia posible.
Ahora se deben soldar los elementos detraccion arandelas clavos, estrellas, etc. En función de las características de la abolladura o golpe y de la forma del esfuerzo que se ha de realizar.
Cuándo cuando las arandelas o elemento que hayamos decidido haya sido soldado momento de utilizar el martillo de inercia o otro dispositivo permita tirar de la pieza soldada en la carrocería.
Una vez hayamos acoplado el martillo de inercia debemos tirar con fuerza para que la chapa vuelva a su forma original
Es recomendable realizar esta operación progresivamente yendo de un elemento soldado a otro y no intentar extraer el golpe de una sola vez.
Tratamientos térmicos para la reparación de deformaciones
Dar calor a una chapa aumenta su plasticidad facilitando su conformación y la operacion de recogido y además permite la fijación de útiles empleados para tirar de ella como ya hemos visto el otro apartado como pueden ser roscas,setas u otros elementos amovibles.
El objetivo de estos procesos es devolver sus propiedades estéticas y físicas , y para este tipo de golpe es lo más indicado son procesos fríos aunque cuando se trata de estiramientos lo más eficaz es aplicar calor sobre la zona afectada.
La aplicación de calor puede realizarse con electrodos de carbón o de cobre.
Electrodo de carbón está indicado para zonas más grandes con poco espesor y para perfiles planos o ligeramente curvados.
El electrodo de cobre resulta mejor para pequeñas en las que hay una mayor resistencia ya te ofrecen una mayor rapidez y eficacia.
Este método de aportación de calor recomendable cuando no haya otro modo puedes calentar la chapa hace que pierda parte de su resistencia mecánica.
Para este proceso lo primero que se debe hacer es señalizar la zona estirada, lo siguiente será calentar la chapa con el equipo adecuado , para que el material se recoja en la zona deseada y realizar golpes de forma redondeada describiendo círculos en la zona calentada para mejorar el efecto de recogido.
La intención de esto es liberar las tensiones que se han producido por el estiramiento del material.
Paragolpes más extendidos se usará el mismo proceso se lo que debemos de fijarnos con más cuidado en las zonas de tensión ya que al estar muy extendido habrá muchas zonas en las que será complicado distinguir una zona de tensión de otra por eso debemos realizarlo con más cuidado ya que aparte se debe calentar una zona más amplia y esto también hará que se debilite más.
Para este proceso se debera usar el electrodo de carbono que desliza mejor y permite calentar de forma mas homogenea la zona deseada, una vez este caliente la zona se procedera a conformar la pieza para dejarla con la forma deseada , despues habra que volver a calentar , para luego pasar agua fria que lo que conseguira es que la temperatura baje subitamente por lo que el material recogido tendera a intentar expandirse por la pieza, por lo que se conseguira dar tension a la pieza para que adquiera su resistencia original.
Aqui termina esta entrada sobre la soldadura por puntos de resitencia , como habeis podido comprobar me he extendido un poco mas en la parte principal , ya que ha sido la que mas hemos tratado y hemos visto practicamente . Aparte de que ha sido la que mejor he comprendido , espero que os haya parecido interesante y nos vemos en la proxima
No hay comentarios:
Publicar un comentario